In other words, fiducials help machines recognize where an object is in its space. For PCB assembly this means that our stencil printing machine, pick and place machine, and AOI machine can recognize where the PCB is when it goes to perform its task.
We encourage customers to use 3 fiducials. If you can't fit 3 fiducials then 2 fiducials will generally suffice. But 3 fiducials is the best. Each one serves a purpose.
1st - The first fiducials helps the machine recognize where the PCB is in its space in the X and Y dimensions.
2nd - The second fiducial helps the machine recognize what orientation the PCB is in and also how skewed the PCB is in the clamps. If the PCB is rotated even 1/10th of a degree this could completely ruin the assembly if it weren't for fiducials. The machine is able to measure the angle that the board is rotated in the machine down to the nearest 1/100th of a degree and compensate all of the placements accordingly.
3rd - Finally, the third fiducials helps the machine compensate for any shrink or stretch of the PCB. Yes, believe it or not PCB's do vary by very small amounts over a long enough distance. This is very important for larger PCB's because they experience a much greater amount of stretch and/or shrink. This is especially true for double-sided SMT assemblies. After the first side is reflowed in the oven the board may have stretched, shrunk, bowed, flexed, whatever you want to call it. Having the third fiducials can help compensate for this effect.
The next question people ask is, well why stop at 3? Why not have a 4th? Well, imagine this scenario. Your PCB is placed inside the machine rotated 180 degrees. What happens when the machine goes to inspect the 3 fiducials? It will find your 4th fiducial and start populating the entire PCB thinking that it understands it orientation correctly. This has happened to us, more than once, by well meaning designers. So, for the sake of sanity and my ever growing collection of gray hairs, please only put 3 fiducials on the PCB.
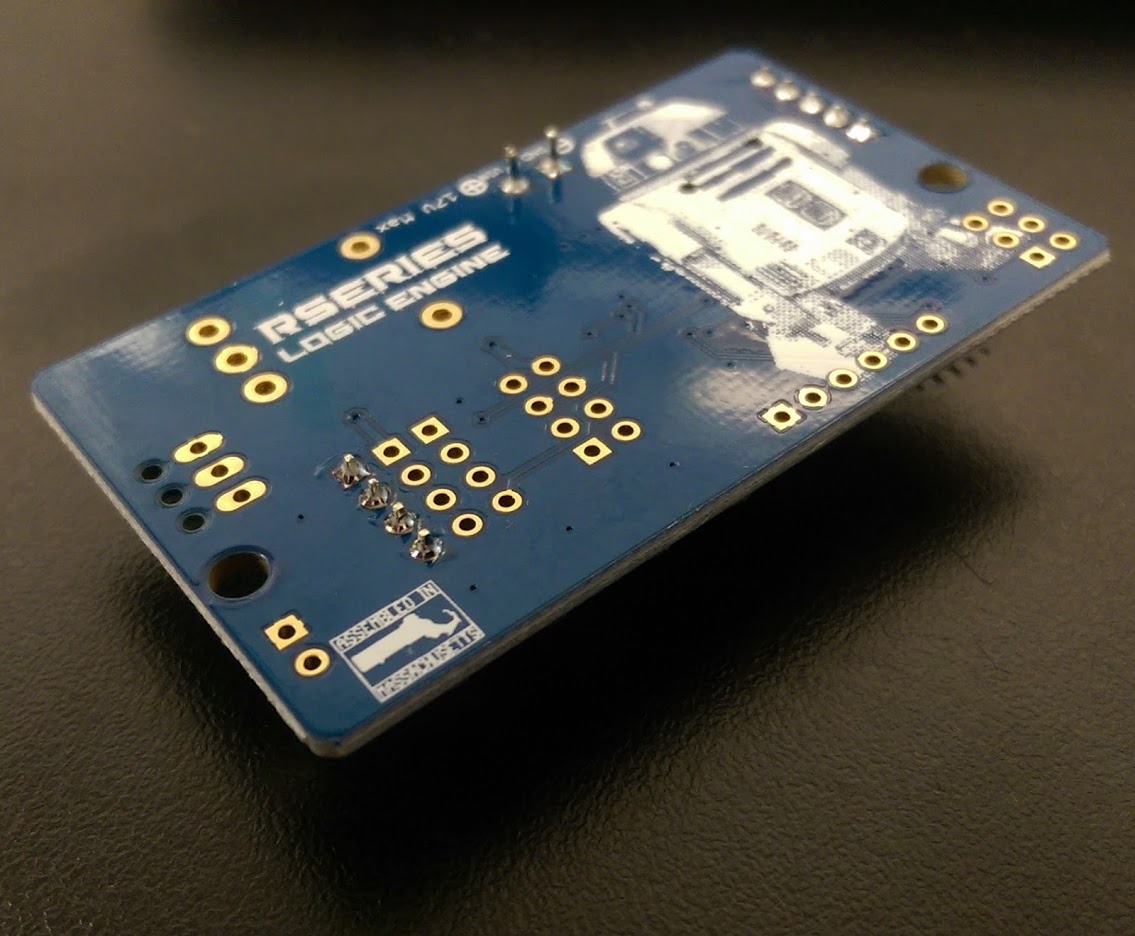
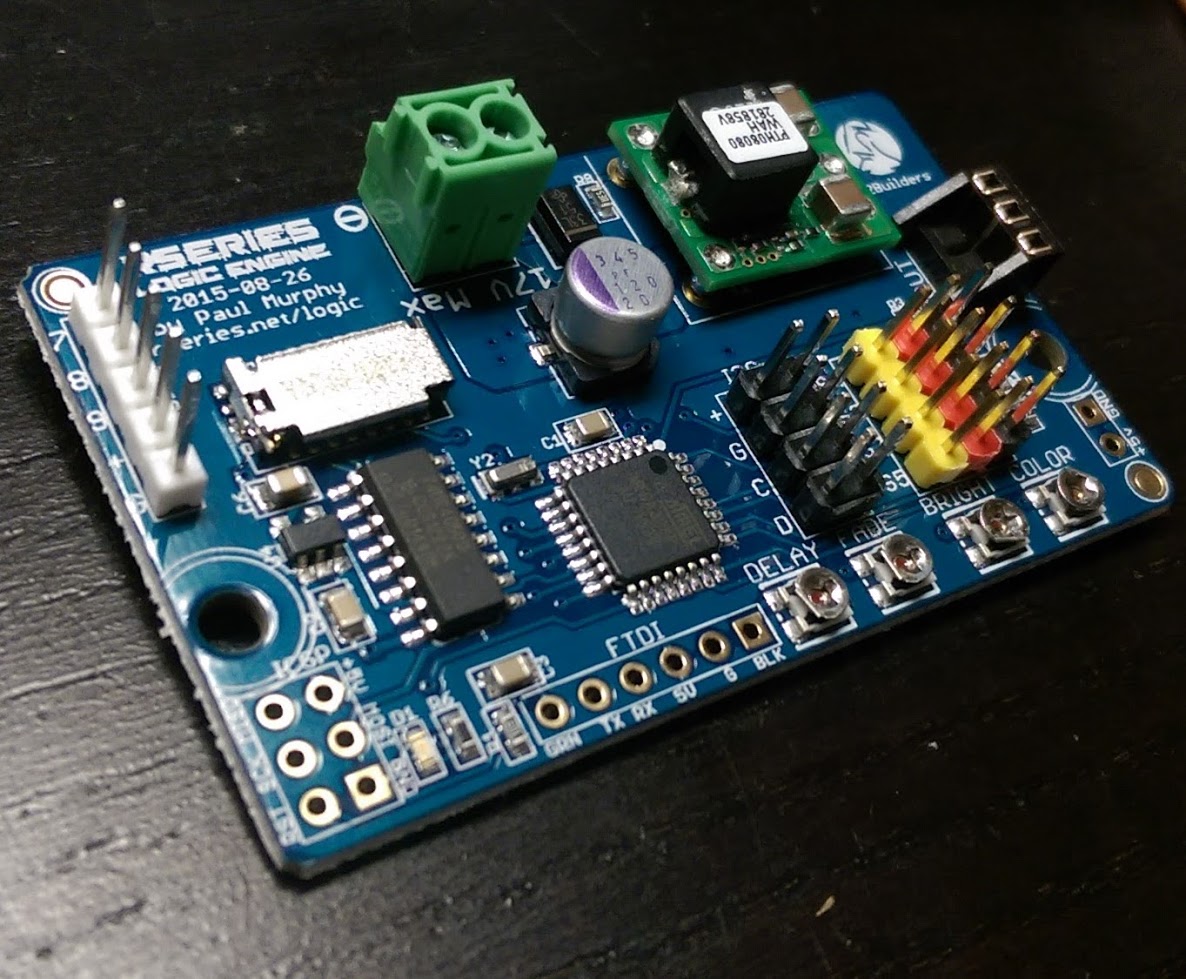
Fiducials are necessary whenever SMT components are going to be placed onto a circuit board. This includes double-sided SMT assemblies. So make sure to put fiducials on both sides of the PCB because cameras can't see through circuit boards. It needs those fiducials on both sides.
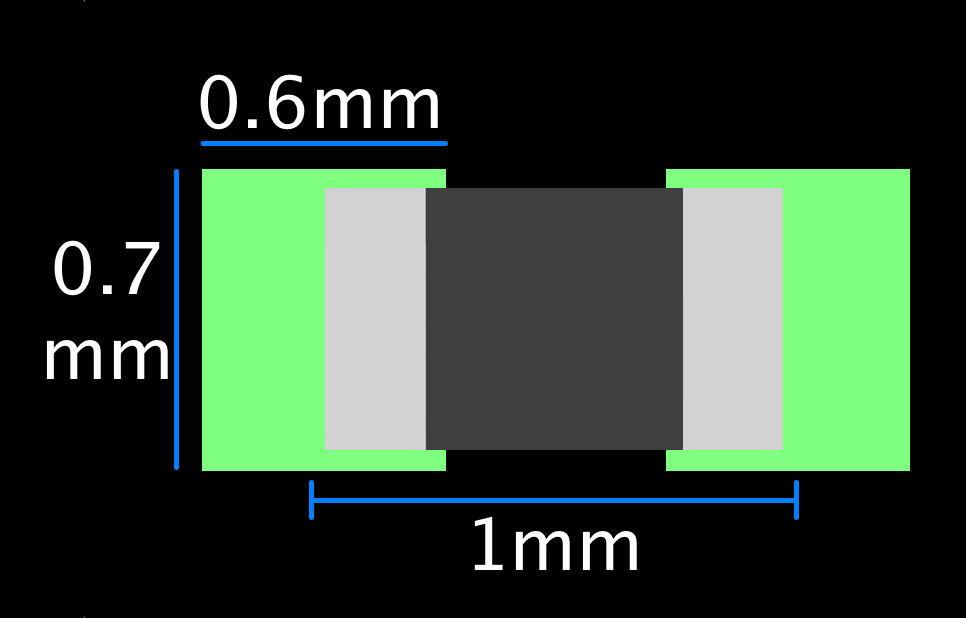
So when you are designing your next PCB or revising and existing PCB, please consider adding fiducials to your design. Many designers have found that using a 1mm round fiducial with a 2mm masking area around it works best. This masking area eliminates any glare that might reflect into the camera from the glossy finish of the masking. The best placement of these fiducials would be at the corners of your PCB. Not all the way up to the edge. This could cause the clamps of the machines to cover the fiducials. Try keeping them about 5mm from the edge or so. You can probably squeeze them in as tightly as 3mm but that's cutting it close. 5mm leaves plenty of breathing room.